
The Problem: A Binary Azeotrope #
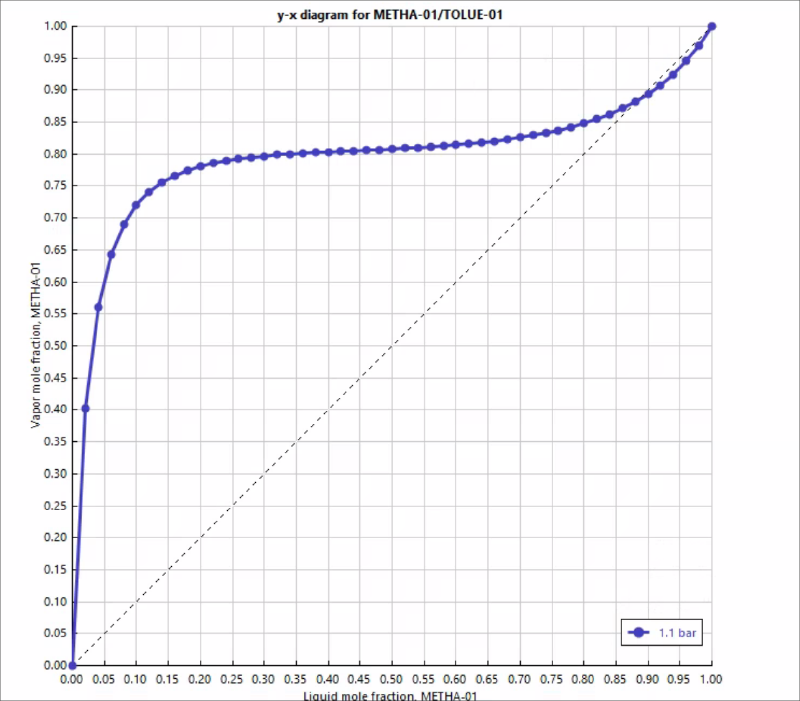
Methanol and toluene form a binary azeotrope, making high-purity separation significantly more difficult than a standard distillation. At 1.1 bar, the azeotrope forms at a methanol mole fraction of 0.83 — the point where liquid and vapor compositions become equal and the system behaves as if it has reached total equilibrium. Past that point, the phase envelope is very narrow, and conventional methods like a flash drum simply cannot push purity any further.
Separation Strategy: Extractive Distillation with a Heavy Entrainer #
The solution is extractive distillation, which introduces a third component — an entrainer — to break the azeotrope and improve the relative volatility between methanol and toluene. We focused on heavy entrainers, which have a higher boiling point than both feed components. A heavy entrainer preferentially associates with toluene, effectively pulling it away from methanol and allowing clean separation in the distillate.
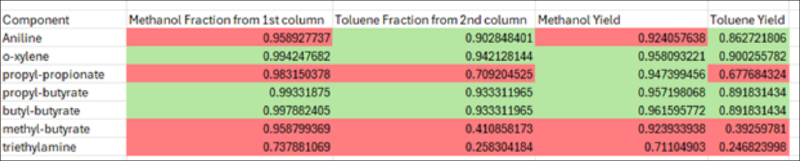
The candidates we evaluated were: aniline, o-xylene, propyl propanoate, methyl butyrate, propyl butyrate, butyl butyrate, and triethylamine.
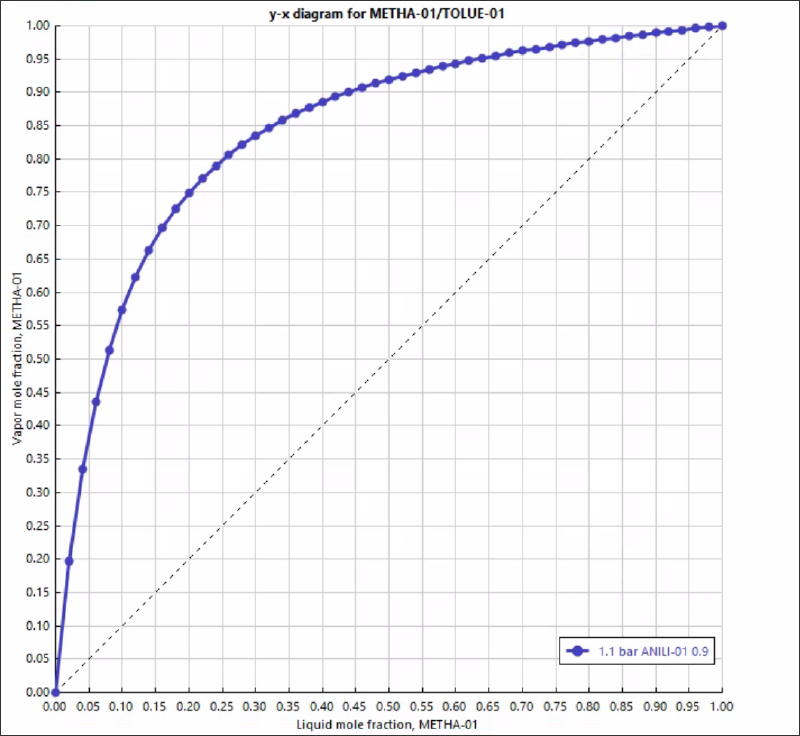
With aniline added, the pseudo-binary x-y diagram shows the azeotrope disappearing entirely and the phase envelope widening substantially at high methanol concentrations — meaning we can push methanol purity well past the 0.83 barrier.
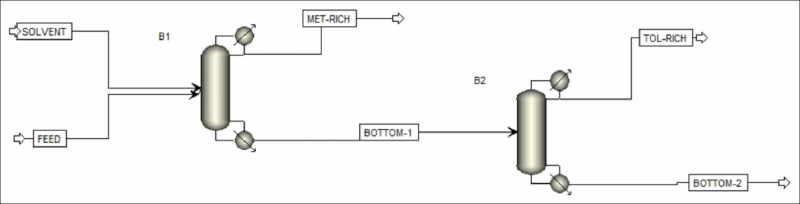
The overall process uses two extractive distillation columns in series. The first column receives both the feed mixture and the entrainer, separates methanol overhead, and passes the toluene-aniline bottoms to the second column, where toluene and entrainer are split. Both feed and entrainer streams enter at 1.1 bar and 25°C, with condenser pressures at 1 atm.
Simulation: Aspen Plus #
The process was modeled in Aspen Plus using the UNIFAC activity coefficient model, selected for its close match to experimental VLE data at these conditions without requiring additional fitted parameters. Both columns used the RadFrac model with equilibrium-stage calculations, which simplifies the system by assuming each stage reaches equilibrium and removes the need for mass transfer coefficients.
Entrainer Selection #
A preliminary 25-stage design was first built to screen entrainers without the stage count constraining results. After testing all candidates, three met the process specifications: o-xylene, propyl butyrate, and butyl butyrate. We then reduced the column to a more realistic 15 stages and re-optimized — at which point aniline emerged as a viable option at a lower entrainer feed rate of 1.55 kmol/hr, and was selected as the final entrainer.
Column Optimization #
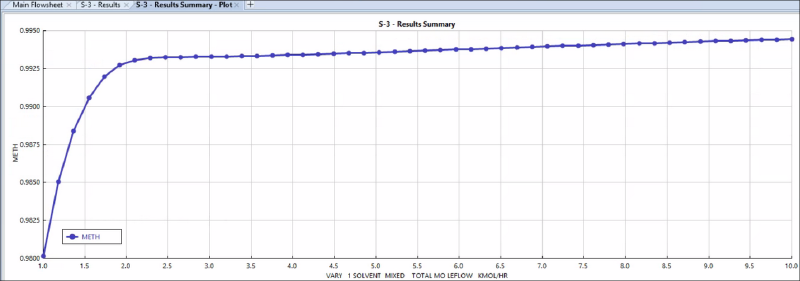
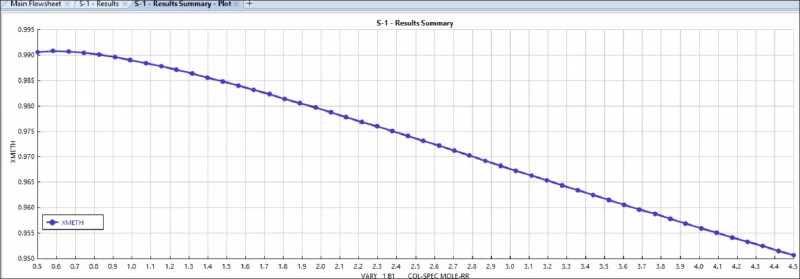
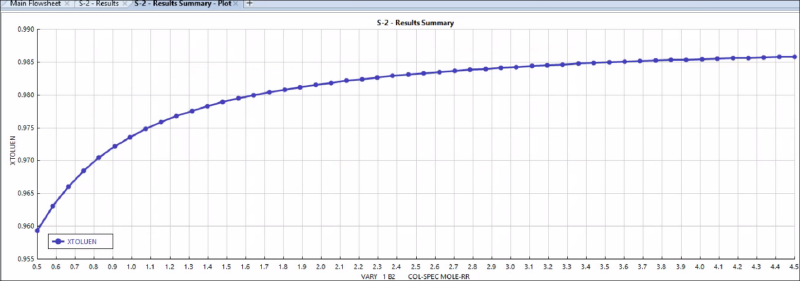
With the entrainer fixed, each column’s distillate rate and reflux ratio were optimized using a iterative “hot and cold” approach: vary one parameter until the methanol (or toluene) fraction peaks, then optimize the others, and repeat until no further improvement is found. Aspen’s built-in sensitivity analysis was used to sweep the reflux ratio and identify the point where the distillate fraction peaked just above specification.
Column 1 (Methanol separation):
- 15 stages, feed at stage 14, entrainer at stage 3
- Distillate rate: 5.51 kmol/hr
- Optimized reflux ratio: 0.50
- Methanol yield: 99.24%
Column 2 (Toluene/aniline separation):
- 15 stages, feed at stage 14
- Distillate rate: 4.51 kmol/hr
- Optimized reflux ratio: 4.5
- Toluene yield: 98.81%
Results #
| Aspect | Achieved | Specification |
|---|---|---|
| Methanol purity | 0.9906 | ≥ 0.99 |
| Methanol yield | 99.24% | ≥ 94% |
| Toluene purity | 0.9859 | ≥ 0.90 |
| Toluene yield | 98.81% | ≥ 80% |
The two-column design exceeded all four specifications. The heavy entrainer choice proved especially well-suited for this system: aniline’s high boiling point and preferential intermolecular interactions with toluene allow it to effectively pull toluene from the methanol, leaving methanol as the easiest component to recover overhead at high purity. In the second column, aniline and toluene have no azeotrope of their own, so their separation is straightforward with a single column.

Discussion #
The simulation shows strong recovery for both products with minimal material loss. One observation is that the second column considerably overshoots the toluene specification — which, while not a problem from a purity standpoint, does suggest there’s room to reduce energy and capital costs by backing off the reflux ratio. In a real industrial process, that over-purification would come at a cost that may not be justified.
The most natural improvement would be to recycle the aniline-rich bottoms from the second column back into the entrainer feed, reducing raw material consumption. Further optimization of the second column’s operating conditions to bring it closer to spec (rather than well above it) would also improve the overall economics of the design.