
Overview #
The goal of this project was to develop and test a multiloop control strategy to maximize profitability and ensure the safe operation of a naphtha cracking plant. Profit is maximized by keeping the reactor temperature as close as possible to its optimal setpoint, while safety is maintained by keeping excess oxygen in the furnace above 9% at all times — dropping below that threshold triggers an alarm and shuts the plant down.
The full set of control objectives breaks down into three categories:
Economic: Minimize deviations in reactor temperature from the optimal setpoint.
Safety: Maintain excess O₂ in the furnace above 9% at all times.
Regulatory:
- Hold reactor temperature constant
- Regulate excess oxygen levels
- Reject disturbances in fuel and air flow caused by fluctuations in supply pressure
- Reject disturbances from ambient temperature changes and fuel composition variations
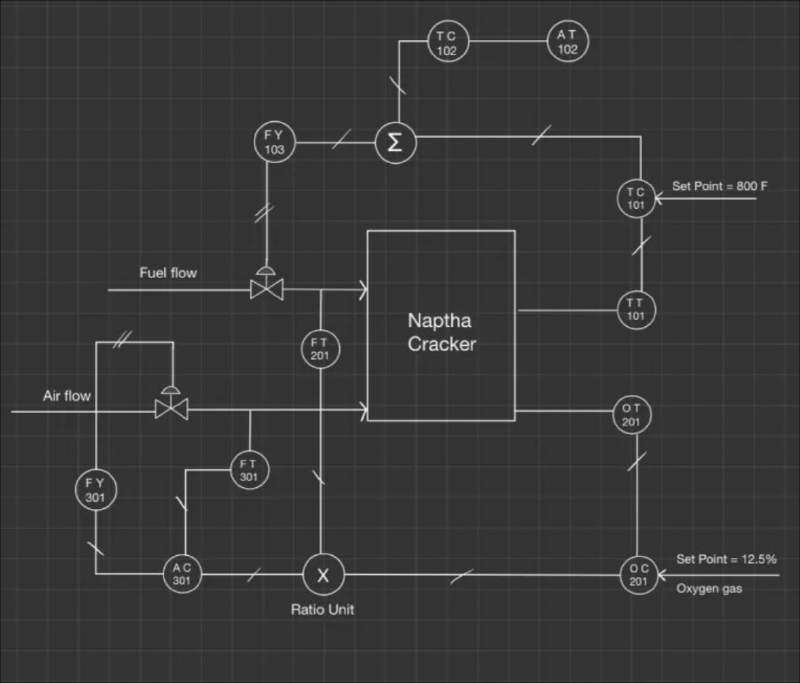
Strategy #
Since we have two controlled variables — reactor temperature and excess oxygen — we designed two independent control loops, one for each. The approach was:
- Isolate time windows where measurable disturbances (primarily ambient temperature) were constant, then perform step changes to obtain preliminary tuning parameters.
- Manually adjust those parameters until we found the combination that yielded the highest profit while satisfying all constraints.
- Test different control strategies (feedback, feedforward, cascade, ratio) and select the combination that best met all objectives.
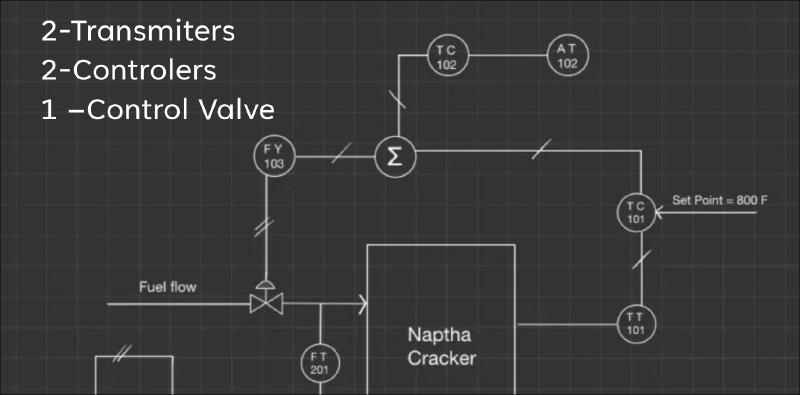
Control Loop 1: Reactor Temperature #
After testing several approaches, a feedback + feedforward combination proved to be the best strategy for holding reactor temperature constant at 800°F.
- The feedback PID controller reads the reactor temperature and compares it to the 800°F setpoint.
- The feedforward lead-lag controller reads ambient temperature and compares it to a 70°F baseline, preemptively compensating for disturbances before they reach the reactor.
- The outputs of both controllers are summed and sent to the fuel valve.
Hardware: 2 transmitters, 2 controllers, 1 control valve.
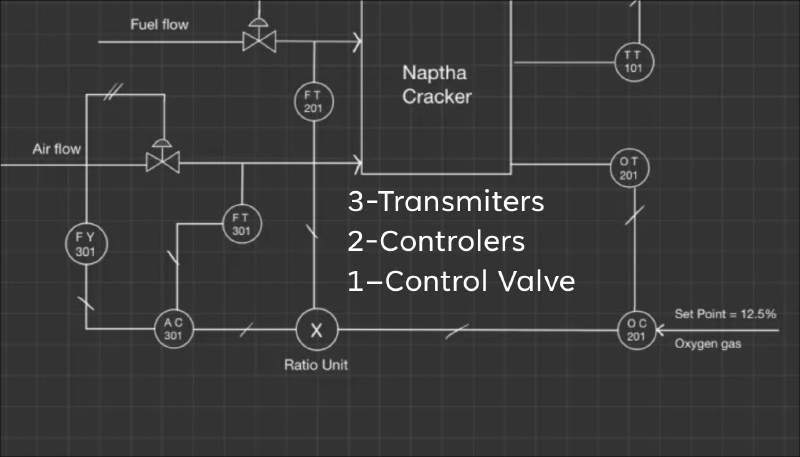
Control Loop 2: Excess Oxygen #
For excess O₂, the objective is to stay above 9% while keeping the setpoint as low as possible — a lower setpoint means less excess air burned, which means more profit. The best strategy we found was a cascade ratio control scheme.
- Inner loop: PID flow controller on the air flow.
- Outer loop: Variable ratio controller between fuel and air flow, with a PID controller on the excess oxygen that adjusts the ratio setpoint based on measured O₂ levels.
Hardware: 3 transmitters, 2 controllers, 1 control valve.
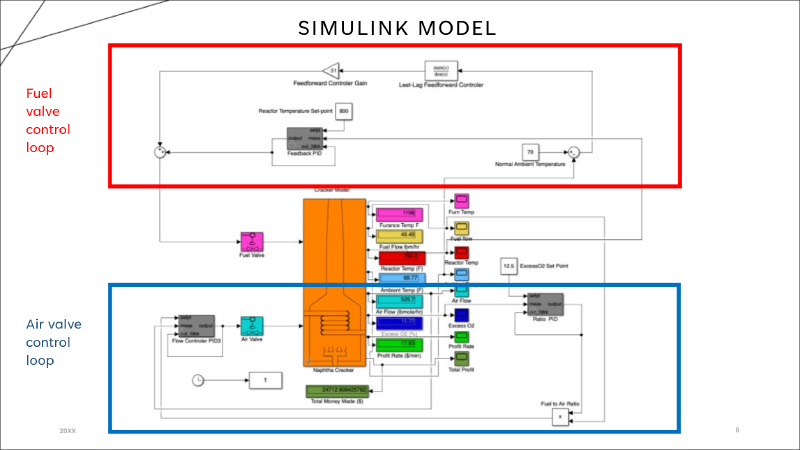
Simulink Implementation #
The full control strategy was implemented in MATLAB Simulink. The fuel valve control loop sits at the top of the model and the air valve control loop at the bottom, with both interacting through the naphtha cracker plant model.
Results #
The final control system performed well across all objectives:
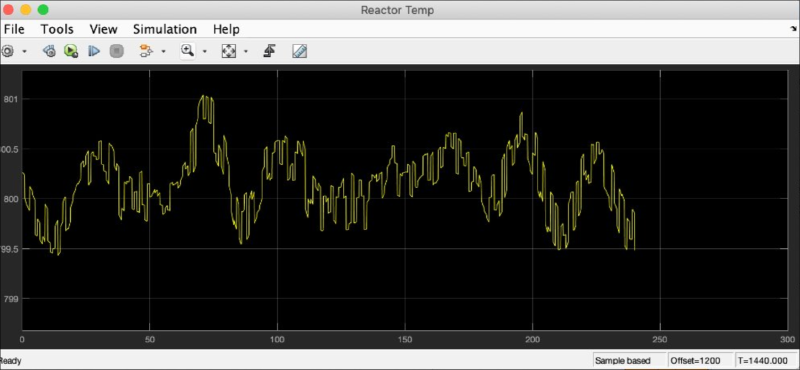
- Reactor temperature stayed within ±1°F of the 800°F setpoint throughout the simulation — a tight result for a process with continuous ambient temperature disturbances.
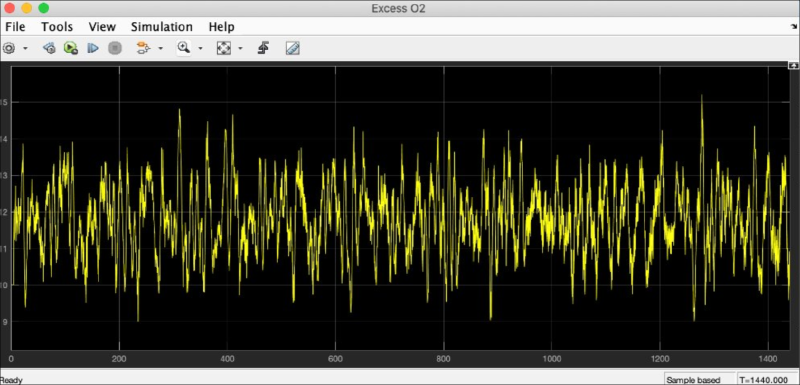
- Excess O₂ never dropped below 9%, satisfying the safety constraint. Fluctuations were larger than those seen on the temperature side, oscillating roughly between 10% and 15%, with a maximum of about 16.5%.
- Daily operating profit: $25,888.44
Conclusion #
We designed, implemented, and tested a multiloop control strategy for a naphtha cracker simulation using four controllers in total:
- PID controller on reactor temperature (feedback)
- Lead-lag controller on ambient temperature (feedforward)
- Variable ratio controller based on excess oxygen
- PID controller on air flow
The system met every objective we set at the start of the project — stable temperature control, safe oxygen levels, and a positive daily profit. The main area with room to grow is the excess oxygen loop: the fluctuations there were noticeably larger than on the temperature side, which suggests that better fine-tuning or the addition of an override control strategy could improve air efficiency and push profit higher. Cascade control on the temperature loop is also worth exploring in future trials.